Soldering Guide
DAMLab soldering guide
Tools

The soldering irons offered by the DAMLab Makerspace are the Weller WTCPT 60W soldering irons. These irons feature the barrel nut and solid tip system and are electrically heated and reaches a temperature of 700F (~370C) with the standard PTA7 tip (Conical). This opposed to the butane powered irons or the ceramic heating element irons. These irons go for $160 new, so please only use these irons for soldering purposes. Melting plastics or general improper use of the soldering tips is strongly discouraged. We will discuss proper care of the soldering tip later in the tutorial.
Keep in mind throughout this tutorial that the soldering will be holding reaches up to 700F! This will cause heat burns to your skin should it come in contact with the barrel nut or the soldering tip. Please use extreme caution when your iron is on and refrain from soldering in a crowded area.
Techniques
Through-hole components
The temperature range to use for soldering through-hole components is about 670F to 750F (350C to 400C) with a chisel-style tip recommended for the iron. The soldering irons in the makerspace are within this temperature range at 700F (~370C) and commonly have conical style tip which are common and will work just fine for most through-hole work.
The properly solder your through-hole component to your board place the item on your board and touch the tip to the pad of the board and the component that you want to solder to. You want to ensure good thermal transfer between the tip, pad and component before you apply any solder to the joint.
Once the joint is properly heated, apply solder to the opposite side of the joint; away from the tip that is in contact with the component and pad.
DO NOT apply solder to the tip of your iron directly! This will create what is called a ‘cold’ solder joint. The joint is ‘cold’ and therefore ineffective because the iron coming in direct contact with the solder has burned away all of the flux that is in the core of your solder. The smoke that gets released when the solder and the tip touch is the flux burning away. The purpose of flux is it clears away oxides that have built up on the pad or component, leaving a clean surface for the Sn/Pb (Tin/Lead) solder to grip onto the surface of your joint. If you have no flux then you will not have a good joint. Flux can also be applied externally, but for through-hole components, the flux that is contained in the solder itself is plenty. To reiterate, DO NOT touch solder to the tip.
As you apply solder to the side opposite to the iron tip, keep in mind the feed rate of your solder. You will want to feed solder at a rate based on the size of your pad and the thickness of your solder.
1.0mm solder is rather large and should be feed into your joint slowly.
0.8mm solder is standard and is good for general purpose applications.
0.4mm solder is small and is recommended for SMD work.
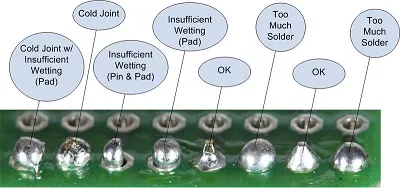
A sign of a good joint with 60/40 or 63/37 Tin/Lead solder is for the solder to appear shiny and form to the surface of the component. If the solder balls up and appears dull then your joint is ‘cold’. Having solder wicking through to the other side of the board and forming to the part means that you have created your joint perfectly.
Applying too much solder can also create issues. You are bound to burn flux when applying too much solder, will be wasting solder and could potentially cause a short in your circuit if the work area is narrow.
Too little solder means that the part might not connect and could fall from its place or it won’t function as expected.
Between soldering joints or when you finish soldering, clean the tip by wiping off excess solder on a wet sponge or a brass braid.
Free-form soldering
Ensure the two components you want to solder together are mechanically secure. This will include tying them together. Techniques for soldering are the same as with a boards. Also, be sure that there is no stress on a solder joint. It could crack and be as ineffective as a cold joint.
Desoldering
Tools available in the makerspace for desoldering include desoldering pumps and solder wick.
Desoldering pump
- Push down on the pump’s plunger, loading it.
- Heat up the joint of interest until the solder is molten.
- Place the pump over the heated joint and press the release button to suck up the molten solder.
- Repeat until no solder remains.
Solder wick
- Place the solder wick between the iron tip and the joint and hold it there until the molten solder is absorbed by the copper braid.
Clean up and shutdown
When you are done with your soldering iron, or plan on leaving it unattended, please turn it off. A soldering iron left on is a huge fire hazard!